
Of all the behind-the-scenes tours I’ve been on, one of my all-time favorites was back in May of 2012 when Yamaha invited a group of marine journalists to Indiana to tour the Yamaha Precision Propeller Industries (YPPI) plant in Indianapolis. I remember being amazed at the process and truly impressed by the precision and dedication it takes to create one of its stainless steel propellers. Fast forward ten years and I found myself once again in Indiana, this time at Yamaha’s brand-new, state-of-the-art, $20 million facility that was recently completed in Greenfield.
To appreciate the journey YPPI has been on to reach this point of its monumental success, you have to go back to the late 60’s when Precision Propeller Industries was simply a service shop for all propellers. Boaters, especially those who liked to go fast, came to the founder Jim Booe to “tweak” their prop to gain more performance in their boat. As business grew, it became apparent that you could build overall performance into the original design so it wouldn’t take customization to a finished product. In the early 1980’s, PPI began manufacturing the TURBO line of propellers. The company grew through both the TURBO line of propellers as well as building propellers for outboard brands and private label retailers and distributors.



The 55,000-square-foot plant began operation in March, 2021 and YPPI designs and builds stainless steel propellers for distribution around the globe for Yamaha Outboards to fit thousands of different boat applications in the market.
While all Yamaha polished stainless steel propellers are cast at the new Greenfield facility, they’re actually finished at a YPPI facility in nearby Indianapolis. With a combined 200 employees, the YPPI facilities in Greenfield and Indianapolis operate three shifts five days a week. In total, YPPI manufactures more than 300 different propellers and we were able to witness the process each step of the way.




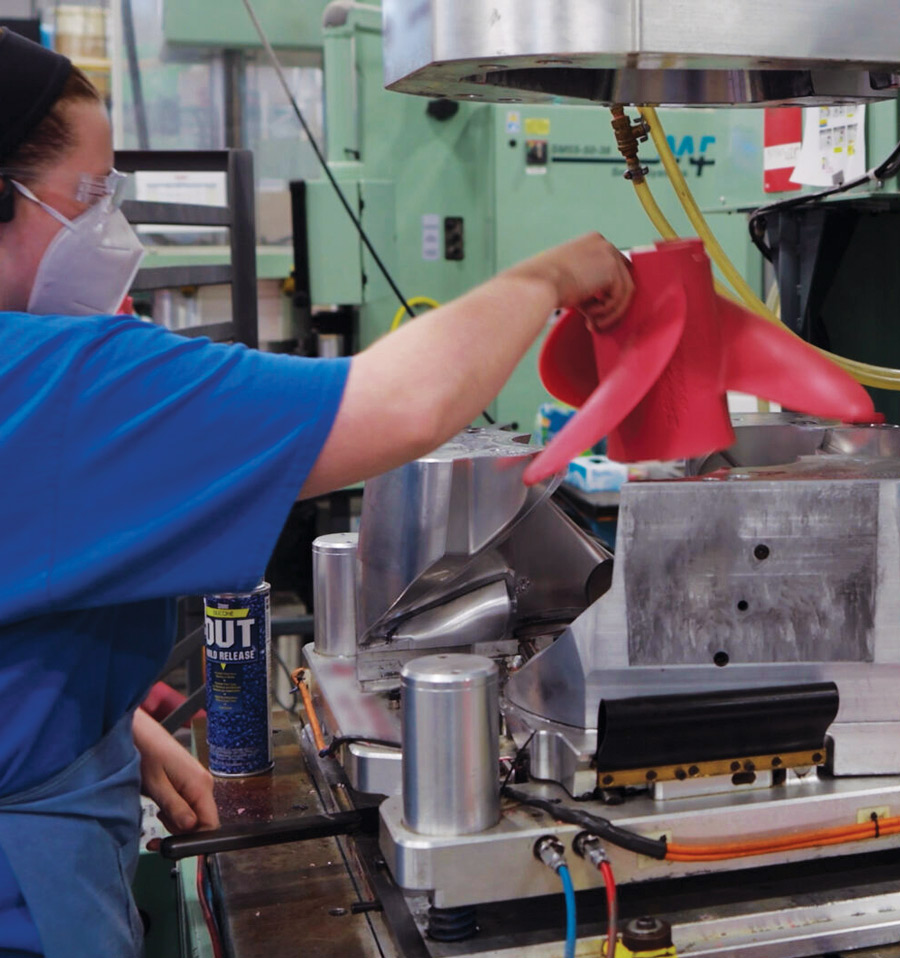



As you probably expect, automation also results in tighter manufacturing tolerances, which reduces the amount of finish work each prop requires.


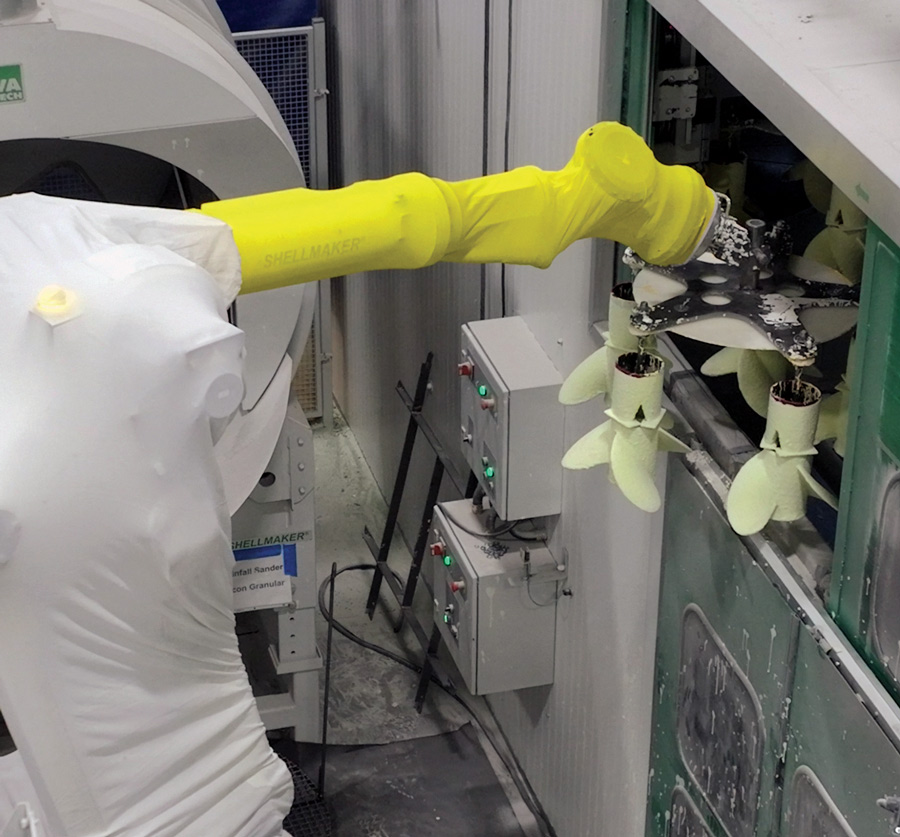


Without going into too much detail, a fine zircon sand is used for the first coating that preserves the details of the pattern including the logo on the prop barrel. A robotic arm first dips the mold in a zircon slurry and then places it in a rotating drum of a rainfall sander that sprinkles zircon sand that clings to the slurry.
There is a drying process between each of the five coats with each coating using a coarser silica sand each time. This process takes about 24 hours and when complete the refractory material is extremely thick around the propeller pattern.